


最新发布









最新编辑
联系我们
- 联系人 : 吴英云
- 手机 : 153-8317-7997
- 联系人 : 刘阳
- 手机 : 136-3337-5200
- 邮箱 : 1398442049@qq.com
- 网址 : http://www.czwfgg6.com
- 地址 : 盐山县城南开发区
新闻动态
pert预制直埋保温管电熔焊接工艺操作步骤:
一、焊接前准备
1、测量电源电压,确认焊机工作时的电压符合要求。
2、清洁电源输出接头,保证良好的导电性。
二、管材截取
管材的端面应垂直轴线,其误差<5mm。
三、焊接面清理
测量电熔管材的长度或者中心线,在焊接的管材表面上划线标识将划线区域内的焊接面刮削0、1~0、2mm厚,以去除氧化层。
四、管材与管件承插
在管材上重新划线,位置距端面为1/2管件长度。将清洁的电熔管件与需要焊接的管材承插,保持管件外侧边缘与标记线平齐。安装电熔夹具,不得使电熔管件承受外力,管材与管件的不同轴度应当小于2%。
五、输出接头连接焊机输出端与管件接线柱牢固连接,不得虚接。
六、焊接模式设定按焊机说明书要求,将焊机调整到“自动”或“手动”模式。
七、焊接数据的输入按自动或者手动方式输入焊接数据。
八、焊接
1、启动焊接开关,开始计时;
2、手动模式下焊接参数应当按管件产品说明书确定。
九、自然冷却:冷却时间应当按管件产品说明书确定,冷却过程中不得向焊接件施加任何外力,完成冷却后,拆卸夹具。
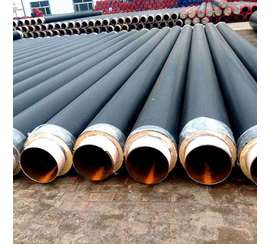
.jpg "pert预制直埋保温管")
PE-RT II型保温管与PERTII供热管道又称为PE-RT II型预制直埋保温管,由进口耐热聚乙烯(PE-RT II)原材料生产,经高压发泡机器注射聚氨酯制作而成,由于塑料管材热胀冷缩特性,在施工当中有哪些补偿方法呢?
PE-RT II型工作管柔韧性比较好,在施工当中为防止管材受热膨胀焊接口拉断,有以下三种补偿方法:
第一种:在地形允许情况下,可走弯弯曲曲的路线,能起到自然补偿作用,大大节省了施工费用。
第二种:在特殊地形无法开挖出弯曲地沟时,可以用4个弯头做出“U”字型张力设计,最好采用45°弯头,这样不会阻止水的流量,还起到了补偿作用
第三种:在一些施工场地开挖地沟有局限性,只能走直来直去的路线,这时需要用到不锈钢补偿器来抵消PE-RT II型热力管在热力输送中的热胀冷缩特性,一般每50米放一个补偿器。
上一篇: PE-RT II型温泉保温管的优势
相关新闻
- 聚氨酯发泡保温螺旋钢管型号简介 10-30
- 国标大口径聚氨酯保温钢管生产厂家 10-30
- 直埋聚氨酯保温钢管的特点有哪些 10-27
- 直埋保温管道_供暖聚氨酯地埋式保温钢管_国标聚氨酯保温钢管厂家 10-27
- 供热用聚氨酯保温钢管 10-24
- 供热聚氨酯保温钢管 10-24
- 国标聚氨酯保温钢管出厂价的影响因素和趋势分析 10-21
- 预制直埋聚氨酯保温钢管施工注意事项 10-21
- 地埋聚氨酯保温钢管施工方案 10-18
- 直埋聚氨酯保温钢管主要用在哪些领域? 10-18