


最新发布









最新编辑
联系我们
- 联系人 : 吴英云
- 手机 : 153-8317-7997
- 联系人 : 刘阳
- 手机 : 136-3337-5200
- 邮箱 : 1398442049@qq.com
- 网址 : http://www.czwfgg6.com
- 地址 : 盐山县城南开发区
新闻动态
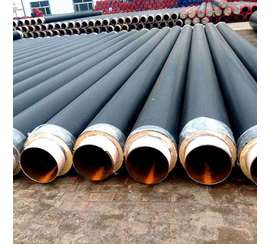
PERT聚氨酯保温直埋管热熔对接,加热板熔融对接面之前,要再次检查对口情况,如有可见缝隙、错口现象要通过调节紧固螺母等办法加以纠正。先将热熔对接焊机加热板预热至200~220℃,然后熔融PE-RT 管端面,熔融时间一般为壁厚×10秒。这里需要注意的是,加热板的温度表示数只能做参考,表示数有时会因为环境温度及本身质量等原因与实际有一些出入。热熔达到设计要求主要还看管端熔化卷边情况 卷边厚度不得少于管材壁厚的1/10,要达到两端融合完全在一起才算达到标准。
(png).jpg "PERT聚氨酯保温直埋管")
pert预制直埋保温管电熔焊接工艺操作步骤:
一、焊接前准备
1、测量电源电压,确认焊机工作时的电压符合要求。
2、清洁电源输出接头,保证良好的导电性。
二、管材截取
管材的端面应垂直轴线,其误差<5mm。
三、焊接面清理
测量电熔管材的长度或者中心线,在焊接的管材表面上划线标识将划线区域内的焊接面刮削0、1~0、2mm厚,以去除氧化层。
四、管材与管件承插
在管材上重新划线,位置距端面为1/2管件长度。将清洁的电熔管件与需要焊接的管材承插,保持管件外侧边缘与标记线平齐。安装电熔夹具,不得使电熔管件承受外力,管材与管件的不同轴度应当小于2%。
五、输出接头连接焊机输出端与管件接线柱牢固连接,不得虚接。
六、焊接模式设定按焊机说明书要求,将焊机调整到“自动”或“手动”模式。
七、焊接数据的输入按自动或者手动方式输入焊接数据。
八、焊接
1、启动焊接开关,开始计时;
2、手动模式下焊接参数应当按管件产品说明书确定。
九、自然冷却:冷却时间应当按管件产品说明书确定,冷却过程中不得向焊接件施加任何外力,完成冷却后,拆卸夹具。
PR-RTII保温管的两种敷设方式:
由于直埋供热技术在我国起步较晚,从工程实践中出现的质量问题来看,应在设计和施工中特别注意以下几个问题:
在设计和施工中,一定要理解供热管道直埋敷设方式分为有补偿直埋敷设及无补偿直埋敷设两种方式,确实掌握两种方式各自的工作原理,特点及其应用场合,以便在设计上合理选用,施工上安全、可靠、经济。
首先要掌握概念:有补偿直埋敷设方式,是通过管线自然补偿和补偿器来解决管道热伸长量的,从而使热应力为最小;
无补偿直埋敷设,简单地说就是管道在受热时没有任何补偿措施,而是靠管材本身强度来吸收热应力。
上一篇: PE-RT II型供热热力管道发展趋势
下一篇: pert二型热力管
相关新闻
- 聚氨酯发泡保温螺旋钢管型号简介 10-30
- 国标大口径聚氨酯保温钢管生产厂家 10-30
- 直埋聚氨酯保温钢管的特点有哪些 10-27
- 直埋保温管道_供暖聚氨酯地埋式保温钢管_国标聚氨酯保温钢管厂家 10-27
- 供热用聚氨酯保温钢管 10-24
- 供热聚氨酯保温钢管 10-24
- 国标聚氨酯保温钢管出厂价的影响因素和趋势分析 10-21
- 预制直埋聚氨酯保温钢管施工注意事项 10-21
- 地埋聚氨酯保温钢管施工方案 10-18
- 直埋聚氨酯保温钢管主要用在哪些领域? 10-18